|
This information page provided as a service by Dairy Engineering Company, a Platinum-level distributor for the SPX FLOW Homogenizer Group. Dairy Engineering Company is not directly owned or financially affiliated with SPX FLOW Homogenizer Group. |

The Gaulin Homogenizer is a machine used to create stable emulsions and dispersions in many industries including food and dairy, pharmaceutical, petroleum, and chemical. In most applications, these emulsions consist of a fat/oil being blended into a water base – i.e. cream into milk. While the term ‘homogenizer’ is used to describe many blending technologies, a Gaulin Homogenizer is a high pressure, multi-piston pump with a small, variable sized orifice. As product is forced through the orifice, the resultant forces break fat/oil globules down to sizes small enough to prevent (or at least considerably delay) the natural separation of a single component from the rest of the emulsion. The Gaulin Homogenizer was developed to blend cream into milk; that remains its most common usage. Many dairy bottling operations now use high volume homogenizers capable of processing over 10000 gallons per hour of milk. However, Gaulin Homogenizers are available in many sizes and configurations to handle a wide array of products in and out of the food industry.
Early Development
Auguste Gaulin was awarded a US patent in 1904. Robert Manton Burnett was a Massachusetts businessman and part of a large family of “gentleman dairymen” who had helped popularize many advances in dairy technology. In 1909, he formed a company bearing his middle name to produce the Gaulin Homogenizer -- the Manton-Gaulin Company. Ice cream manufacturers were the first large-scale commercial customers for Gaulin’s new machine as homogenization of ice cream mix markedly improved the smoothness and creaminess of the product. Oddly enough, it was possibly the Burnett family’s own previous work in popularizing glass milk bottles that hindered acceptance of homogenized bottled milk by the public. Since the introduction of the glass bottle, consumers had become accustomed to seeing the cream floating on top of the milk in the bottle. If the cream wasn’t visible, the milk was assumed to have been “skimmed” of cream and was considered less desirable. It took nearly 30 more years before homogenized milk became the standard for bottling. In 1924, Manton-Gaulin introduced the 2-stage homogenizing valve. Capillary tubes had given way to a more durable “annular orifice” design constructed from hardened materials. This same basic design is still in use today. Basic Machine Design
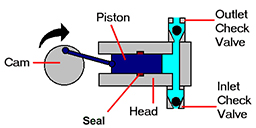
Piston Pump: A reciprocating piston pump comprised of 3 or 5 pistons working in tandem and driven by a single crankshaft. Check valves above and below each piston keep the fluid moving forward during the suction & discharge strokes of the piston. The suction/discharge valves are available in different styles based on the viscosity of the product. HOME Theory of Homogenization
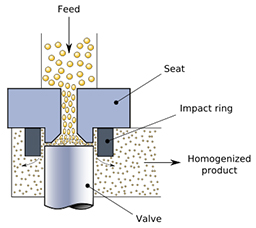
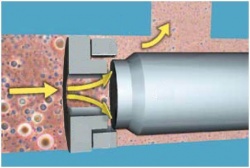
Exactly what determines the resulting globule size is not a perfect science since it involves many variables. These can include the valve design, pressure drop, fat/oil content, use of surfactants, viscosity, and temperature. Through a century of study, Gaulin engineers believe the most likely explanation for the resulting small globule sizes is a combination of turbulence and cavitation. Turbulence: Sudden, high velocity directional changes cause small, intense turbulent eddies to form in the base liquid. Larger globules are torn apart by these eddies, reducing the overall average globule size.Over 100 patents have been awarded for improvements to the homogenizing valve over the past century. All of these represent attempts to further reduce globule size while expending as little energy as possible. While some of the more complex designs have greatly improved the efficiency of fluid milk homogenization, most other processes still use the same basic annular orifice design from the early part of the 20th century. HOME History
HOME Common Homogenizer Model Series Gaulin homogenizers have gone through many changes over the century since their inception. The Gaulin brand is widely respected primarily due to the fact that many of these durable machines dating back to the 1940’s are still in use and are often still readily serviceable -- with some notable exceptions. This list is an abbreviated history of the machine development since WW II. Manufacturing dates are approximate. 5.1) CGD (WW II – 1947) This durable design was popular after WW II. The primary identifying feature is the use of a packing gland at the rear of the homogenizing head to put tension on the plunger packing. While considered obsolete, these machines were so rugged that many have survived into the early 2000’s. 5.2) E Series (1947 – 1952) The model E was the first to use an internal spring to produce proper tension on the plunger packing. This became the basis for design of the Gaulin Homogenizer for the next 70 years. Consequently, many of these machines are still in operation. However, they lack many features that make later models more serviceable. 5.3) K & DJ Series (1953 – 1978) A continuation of the model E, the K and DJ models introduced the use of nylon gaskets instead of paper, leather, or copper. The K was very popular in the US, but also in England -- where it remained in production through the late 1970’s. As of 2024, repair parts are still readily available for the large, worldwide installed base of K-Series machines. 5.4) M Series – Painted (1961 – 1998) A further upgrade of the same E/K/DJ frames introduced further frame upgrades along with improvements to the cylinder block design. The smaller M painted frames remained in production nearly unchanged all the way through 1998. The model M was the first available with Tapered Valve Seats, reducing potential costs & downtime when the suction/discharge valve seats eventually wear out. 5.5) M (or MF) Series – Stainless (1961 – 1963) Later considered a failure, the stainless shrouded M & MF models featured a “short stroke” design which led to crankshaft/bearing failures. (The exception is the model M12 which did not feature the short-stroke design and remained in production through 1998.) The M & MF models were quickly replaced with the more robust MC series in 1963. Many M & MF models remained in use for decades, but were usually only successful when operated at considerably lower speeds. 5.6) MC Series (1963 – 1998) The Gaulin MC series is the machine that gave the Gaulin homogenizer its worldwide reputation as a “workhorse”. The solid, dependable power frame combined heavy-duty components with a “Slow-Speed” drive system that resulted in long service life and relatively low maintenance. Stainless steel skins became standard on the larger MC18, MC45, MC75, and MC100 models. MC series machines were also built at an APV-Schroeder facility in Lubeck, Germany in the 1980’s and 1990’s. Tens of thousands of MC machines remain in service to this day. 5.7) MS Series (1983 – 1998) Since the MC series design was so durable and successful, the MS series was introduced as more of an upgrade as opposed to a true successor model. While the cylinder block and most of the drive train remained the same, the MS series primarily featured improvements to the serviceability of the power frame. Along with the MS model came the introduction of the MicroGap homogenizing valve, allowing higher volume/lower pressure models to expand the flow range for certain products. 5.8) G Series & R Series (1998 – Present) In the late 1990’s, Gaulin introduced the first major overhaul of their homogenizer design since 1963. While the basic concepts remained the same, the new design employed many improvements and modernizations to the power frame. The new machine series was designed and originally fabricated in Germany, but new machines are currently assembled in the USA. Many of the auxiliary system components have been “Americanized” to help ease future maintenance. The Gaulin and Rannie brands were integrated into a single series using the same power frame. Liquid ends are available in either the Gaulin Monoblock style or Rannie 3-piece design with Gaulin-style machines bearing a “G” designation and Rannie-style machines bearing an “R”. 5.9) T Series (2010 – Present) In 2010, Gaulin replaced one of the less popular G/R models with the T110 and T125 models. Further changes were made to the power frame design to improve access for maintenance and ease of use. HOME External Links: - New Homogenizers: Click here to request a quote on a new Gaulin homogenizer - Rebuilt: Click here to browse Dairy Engineering's inventory of used Gaulin homogenizers. - SPX FLOW, Inc. - Dairy Engineering Company |